
950 Palladium: Custom Made Components
When making custom jewelry with any alloy, certain components within the piece are often hand made to enhance the final product. In the two 950 palladium pieces featured in this article, a handmade chain and a bracelet catch are custom made to compliment the design and finished pieces.
6 Minute Read

When making custom jewelry with any alloy, certain components within the piece are often hand made to enhance the final product. In the two 950 palladium pieces featured in this article, a handmade chain and a bracelet catch are custom made to compliment the design and finished pieces.
Custom Handmade Chain | |
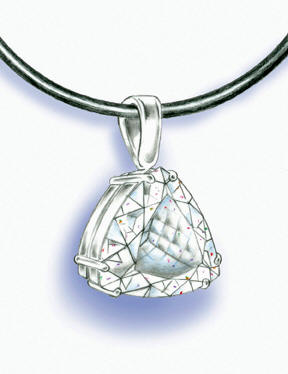
| This simply elegant 950 palladium tanzanite and diamond pendant was designed by Lainie Mann, Mann Design Group, Inc. using Matrix CAD software. A wax model was produced using a Revo mill and the piece was then cast, finished and set. The shared prong arrangement for stone setting was built into the design and model for consistency and ease in the setting process. The pendant is part of a suite of tanzanite and diamond pieces taht includes a ring and earrings. The suite would have been incomplete without a 950 palladium chain. While suppliers of palladium chain provide a nice selection of lightweight models, none were appropriate in a size or pattern to effectively compliment the ensemble. Creating a medium weight chain by hand became the most suitable alternative. Here's an overview of how this one was made. | |
| With the pendant as a guide, sketches and link samples were used to create the overall 'look' of the chain, considering weight, comfort, style, visual balance and the pendant 'glide and settling' factors. After determining the best shape, wire diameter and length for the links, the materials were assembled. The length of the chain is to be 18 inches. Six feet of dead-soft 950 palladium wire with a diameter measuring 19 gauge (or 0.94mm) will be used to make the links. Using a bench mounted turning device with a small oval arbor, 950 palladium wire was tightly wrapped to form individual links for this comfortable medium weight chain. The dead-soft temper made the wire easier to form without distortion during the link making process. | |
| About 10 links complete an inch of chain so 180 links will be needed to complete the project. The 950 palladium wire was cut into six one-foot sections for the wrapping and link forming process. | |
| The next step in creating this custom chain is to cut the individual links from the wrapped wire section. To do this, the wire is held securely on the oval arbor and the bench pin. A diamond wheel with a width of 0.35mm is used to cut the length of wire into individual links. The diamond wheel is coated with bur lubricant and guided to cut a straight seam along the top of the wrapped wire assembly. Several repetitions are required to completely cut and remove individual links from the arbor. After cutting, the small oval links are stored in a work tray for assembly later in the process. | |
| Next the links are hand-assembled. The wire was cut in the central portion of the oval link so the joint would be accessible for soldering after the chain was assembled. The joints for each link should come together with no gaps or spaces for soldering. A small piece of easy flowing palladium solder is placed above the joint to be soldered. The chain is placed on a high-heat soldering block. No firecoating solution or flux is used with palladium when soldering. Eye protection is mandatory. A direct flame from the torch is used to complete each of the approximately 180 solder joints. Note: A laser welder would have completed this job in a fraction of the time. If the links were laser welded, there would have been less clean up to perform shortening the overall time for assembly and finishing. | |
| After assembly and soldering, the bracelet is then pre-finished. The larger irregularities in the wire links were first removed with a small coarse rubberized abrasive wheel. Next, 3 inch 3M radial bristle discs mounted on a small bench lathe were used to pre-finish and pre-polish the assembly. The variable speed setting on the polishing machine was set to medium/low and the chain was hand held. Seven radial bristle disc wheels were used with grits ranging from 80 to an ultra fine grit of about 2,000. After using the lime green ultra fine grit wheel (shown here) the chain appears polished. For safety, it is important to firmly hold the chain and insure that the machine is dialed to a medium/slow speed so the bristle wheel turns slowly-and, of course, never raise the chain above the lower quadrant of the spinning wheel while polishing. Next, the chain is polished on a full speed polishing machine with a felt polishing wheel and Bendick's rouge. For this part of the process, the chain is supported on a flat board so it will not get caught in the high speed polishing wheel.The final steps include polishing the chain again with white 6,000- and then 8,000-grit polishing compound. This final step brings out palladium's unmistakable shiny bright luster. | |
Custom Bangle Bracelet | |
| This 950 palladium fancy-colored sapphire and diamond bangle bracelet is hinged on one side and has a locking device on the other. It was designed and custom manufactured by Brenda Warburton, Austin and Warburton, Ann Arbor, MI using CAD/CAM technology. The central and lower portions of the bangle were cast from the wax models created by Warburton's Revo milling machine and then finished. The hinge lugs were tacked with a laser and then soldered and the locking mechanism was laser welded after casting and finishing (prior to setting the gemstones). | |
| Since 950 palladium tubing for the hinge lugs was not commercially available, Warburton used a section of 2.5mm wire to make them. She mounted the wire in her bench lathe and drilled it out. Then she placed the drilled out wire (now tubing) in her flexible shaft hand piece and using a jewelers saw, she cut the 4 individual lugs automatically. | |
| Two lugs were laser tacked on each side of the top and bottom bracelet pieces. After laser tacking, they were soldered using easy palladium solder. | |
| Since spring and the ability to hold tension are not qualities of 950 palladium alloys currently developed, Warburton used an 18-karat white gold tongue. The tongue is laser welded to the inside portion of the opening in the top of the bangle bracelet. She embellished the commercial finding by laser welding 950 palladium tubes (in which diamonds had already been set) to each side of the mechanism. Using laser welding techniques allowed the tension to remain in the tongue during the assembly process. | |
| When closed, only the diamond-set spring locking mechanism on each side of the bracelet is visible, providing beautiful security for this exquisite bracelet. | |











Palladium Jewelry Manufacturing Frequently Asked Questions
How is 950 palladium for setting gemstones?
![[]](https://www.ganoksin.com/uploads/1920/75/2016/06/listblack.gif)
Setting gemstones in palladium is quite like setting in platinum. When bending and forming prongs or bezels to secure gemstones, the metal does not spring back like with most white gold alloys. This is referred to as "dead-setting"

Is there a noticeable color difference between most white gold, platinum and palladium alloys?
The 14-karat palladium white gold sample is on the left of this image. Remember, this ring contains 58.5% gold, palladium and other alloying metals. The 950 palladium ring (95% palladium) is in the center and the platinum (95% platinum) sample is on the right. The color difference between the white gold and palladium or platinum alloys is striking. Most white gold alloys require rhodium plating to be comparatively white to palladium or platinum. As white gold is worn, repeated rhodium plating is required for continued whiteness.

You assume all responsibility and risk for the use of the safety resources available on or through this web page. The International Gem Society LLC does not assume any liability for the materials, information and opinions provided on, or available through, this web page. No advice or information provided by this website shall create any warranty. Reliance on such advice, information or the content of this web page is solely at your own risk, including without limitation any safety guidelines, resources or precautions, or any other information related to safety that may be available on or through this web page. The International Gem Society LLC disclaims any liability for injury, death or damages resulting from the use thereof.
Related Articles
950 Palladium: Setting Fabrication

Benchtop Hydroflux Welders
Damascus and Pattern Welding
Palladium Q&As





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.